





1. Introduzione
Spunbond tessuti sono prodotti depositando filamenti estrusi, filati su un nastro di raccolta in modo uniforme in modo casuale seguita da incollaggio le fibre. Le fibre sono separate durante il web processo di posa da getti d'aria o cariche elettrostatiche. La superficie di raccolta è solitamente perforata per impedire il flusso di aria da deviando e portando le fibre in modo incontrollato. Incollaggio conferisce forza e integrità sul Web applicando riscaldata rotoli o aghi a parzialmente fondere il polimero e le fibre si fondono a caldo. Poiché orientazione molecolare aumenta il punto di fusione, fibre che non vengono disegnate altamente utilizzabile come fibre di rilegatura termica. Polietilene o copolimeri etilene-propilene casuale sono utilizzati come siti di legame fusione basso. Spunbond prodotti sono impiegati in carpet backing, geotessili e prodotti USA e getta medical/igiene. Dal momento che la produzione di tessuto è combinata con la produzione di fibre, il processo è generalmente più economico rispetto all'utilizzo della fibra di graffetta per rendere tessuto non tessuti [1].
2. SPUNBONDING processo
3. POLIMERO
In generale ad alto peso molecolare e ampia molecolare peso polimeri di distribuzione come PP, PET, poliammide, ecc può essere elaborato da spunbonding per produrre ragnatele uniforme. Polimeri di media viscosità di fusione, comunemente utilizzati per la produzione di fibre da fusione-filatura, sono utilizzati.
ho) polipropilene
polipropilene isotattico è il più ampiamente usato di polimeri per la produzione di nontessuti spunbond. Fornisce il più alto rendimento (fibra per chilogrammo) e potere coprente al costo più basso a causa della sua bassa densità. Sono stati compiuti progressi considerevoli nella fabbricazione di resine in polipropilene e additivi dalla prima di spunbond tessuti in polipropilene furono commercializzate nel 1960. Sebbene polipropilene stabilizzato è rapidamente degradata dalla luce UV, stabilizzanti migliorate consentono a diversi anni di esposizione all'aperto prima di proprietà della fibra si deteriorano. Per ridurre i costi, rottami o fibre del polipropilene di qualità inferiore possono essere repelletized e poi assemblati in piccole quantità con polimero fresco per produrre tessuti di primo grado spunbond. Questo è molto importante in un settore altamente competitivo e vantaggioso.
ii)
poliestere è usato in un certo numero di prodotti commerciali spunbond e offre alcuni vantaggi rispetto polipropilene, anche se è più costoso. A differenza del polipropilene, poliestere rottami non sono prontamente riciclati nella produzione di spunbond. Resistenza alla trazione, modulo e stabilità al calore dei tessuti in poliestere sono superiori a quelle dei tessuti in polipropilene. Tessuti di poliestere sono facilmente tinta e stampati con apparecchiature convenzionali.
iii) Nylon
Spunbond tessuti sono realizzati in nylon-6 sia in nylon-6, 6. Il nylon è altamente ad alta intensità energetica e, quindi, più costoso di poliestere o polipropilene. Nylon-6,6 spunbond tessuti vengono prodotti con pesi da 10 g/m2 e con forza e copertura eccellente. A differenza di olefine e tessuti in poliestere, quelli in nylon facilmente assorbire l'acqua attraverso il legame tra le molecole di acqua e gruppo di ammide dell'idrogeno.
iv) polietilene
le proprietà delle fibre di polietilene che sono meltspun con i metodi tradizionali sono inferiori a quelle delle fibre in polipropilene. Gli avanzamenti nella tecnologia di polietilene possono condurre alla commercializzazione di spunbond strutture con caratteristiche non ancora raggiungibili con polipropilene. Polietilene di grado una fibra è stato annunciato nel 1986.
v) poliuretano
un nuovo tipo di struttura è stato annunciato in Giappone con la commercializzazione di tessuti di spunbond basato su uretani termoplastici. Anche se precedentemente sono stati descritti spunbond tessuti di uretano, ciò rappresenta la prima produzione commerciale di tali tessuti. Proprietà uniche sono rivendicati per questo prodotto che sembra essere adatto per abbigliamento e altre applicazioni che richiedono elasticità e recupero.
vi) Rayons
molti tipi di rayon sono stati elaborati correttamente nei siti Web utilizzabile spunbond utilizzando metodi di filatura bagnata. Il vantaggio principale del rayon è che fornisce proprietà buon copre e morbidezza al web.
4. COMBINAZIONI di polimero
alcuni tessuti sono composti da polimeri diversi. Un polimero di fusione inferiore può funzionare come il raccoglitore che può essere una fibra separata intervallati da fibre di fusione più elevati, o due polimeri possono essere combinati in un tipo di singola fibra. In quest'ultimo caso le cosiddette fibre di bi-componente possiedono una componente fusione inferiore, che funge da una guaina che copre più di un nucleo di fusione più alto. Fibre bicomponenti sono anche filate da estrusione dei due polimeri adiacenti. Polietilene, nylon-6 e poliesteri modificati da acido isoftalico vengono utilizzate come elementi di bicomponente (fusione inferiore).
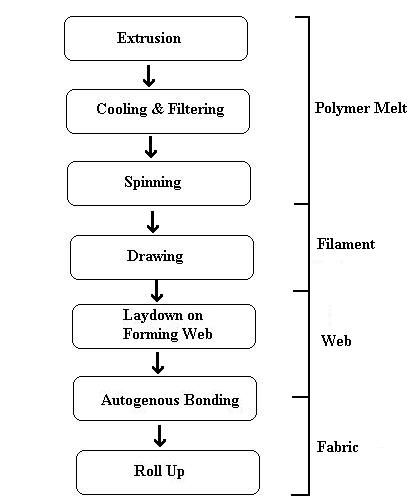
5. Formazione di filatura e WEB
Spunbonding combina filatura con formazione web inserendo il dispositivo di incollaggio in linea con la filatura di fibre. In alcuni accordi sul web è legato in un passaggio separato che, a prima vista, sembra essere meno efficiente. Tuttavia, questa disposizione è più flessibile, se più di un tipo di legame è applicato al web stesso.
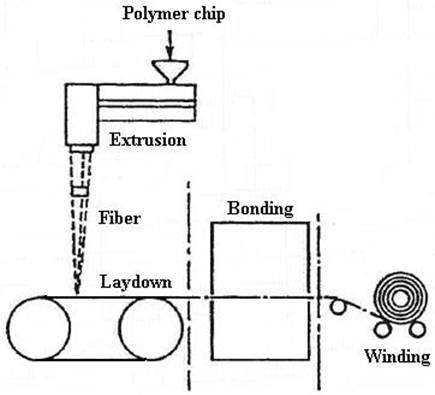
il processo di filatura è simile alla produzione di filati di filamenti continui ed utilizza condizioni simili di estrusore per un determinato polimero. Fibre sono formate come il polimero fuso uscite filiere e si spegne di aria fredda. L'obiettivo del processo è quello di produrre una vasta web e, di conseguenza, molte filiere sono collocate fianco a fianco per generare sufficiente fibre attraverso la larghezza totale. Il raggruppamento delle filiere è spesso chiamato un blocco o una banca. Nella produzione commerciale due o più blocchi vengono utilizzati insieme al fine di aumentare la copertura delle fibre.
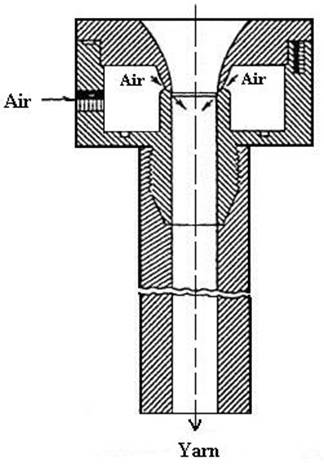
prima deposizione su uno schermo o cintura commovente, l'output di una filiera consiste solitamente di un centinaio o più filamenti individuali che devono essere attenuati per orientare le catene molecolari all'interno le fibre per aumentare la resistenza delle fibre e diminuire estensibilità. Questa operazione viene eseguita rapidamente allungando le fibre in plastica subito dopo l'uscita della filiera. In pratica le fibre vengono accelerate meccanicamente o pneumaticamente. Nella maggior parte dei processi le fibre pneumaticamente sono accelerate in fasci di filamenti multipli; Tuttavia, altri accordi sono stati descritti dove una riga linearmente allineata o righe di singoli filamenti pneumaticamente è accelerato.
In qualche orientamento delle fibre di filatura tradizionale del tessuto è realizzato avvolgendo i filamenti a una velocità di circa 3.200 m/min per produrre filati parzialmente orientati (POY). I pois possono trarre meccanicamente in un passaggio separato per il miglioramento della forza. In spunbond fasci di filamenti di produzione sono parzialmente orientati dalla velocità di accelerazione pneumatico di 6.000 m/min o superiore. Tale risultato di alte velocità in parziale orientazione e alti tassi di formazione web, in particolare per strutture leggere (17 g/m2). La formazione dei fotoricettori in tutto ad alta velocità è un'operazione altamente produttiva.
per molte applicazioni, parziale orientazione sufficientemente aumenta forza e diminuisce di estensibilità per dare un tessuto funzionale (esempi: pannolino superiore). Tuttavia, alcune applicazioni, ad esempio primario carpet backing, richiedono filamenti con molto ad alta resistenza e basso grado di estensione. Per tale applicazione, i filamenti vengono disegnati sopra rulli riscaldati con un rapporto di tiraggio tipico di 3,5: 1. I filamenti sono quindi pneumaticamente accelerati su un movimento cintura o schermo. Questo processo è più lento, ma dà più forte ragnatele.
che Web è costituito dalla deposizione pneumatica dei pacchi del filamento sul nastro commovente. Una pistola pneumatica utilizza aria ad alta pressione per spostare i filamenti attraverso una ristretta zona di pressione più bassa, ma una maggiore velocità come in un tubo di venturi. In ordine per il web ottenere la copertura e massima uniformità, filamenti individuali devono essere separati prima di raggiungere la cintura. Questa operazione viene eseguita attraverso l'induzione di una carica elettrostatica sul bundle mentre sotto tensione e prima deposizione. La carica può essere indotta triboelectrically o applicando una carica di alta tensione. Il primo è il risultato dei filamenti di sfregamento contro una superficie conduttiva con messa a terra. La carica elettrostatica sui filamenti dovrà essere almeno 30.000 esu / m2.
la cintura è fatta solitamente di un filo conduttore elettricamente a terra. Al momento della deposizione, la cintura si scarica i filamenti. Questo metodo è semplice e affidabile. Ragnatele prodotti da filatura linearmente disposti filamenti attraverso uno stampo di cosiddetto slot eliminando la necessità di tali dispositivi di separazione di bundle.
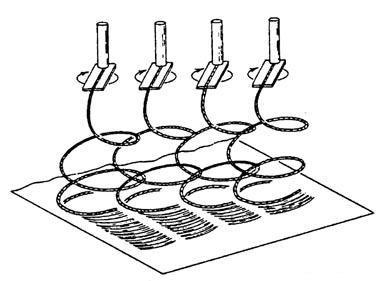
filamenti sono separate dalle forze meccaniche o aerodinamiche. La figura seguente illustra un metodo che utilizza un piano di deflettore rotante per separare i filamenti di depositandoli nei cicli sovrapposti; aspirazione tiene la massa di fibra.
per alcune applicazioni, i filamenti sono stabiliti in modo casuale rispetto alla direzione del lay down cintura. Al fine di ottenere una particolare caratteristica del tessuto finale, la direzionalità del filamento strombato è controllata attraversando i fasci di filamenti meccanicamente o aerodinamicamente come si muovono verso il nastro di raccolta. Nel metodo aerodinamico, impulsi alternati di aria sono forniti su entrambi i lati dei filamenti che emergono dal getto di pneumatico.
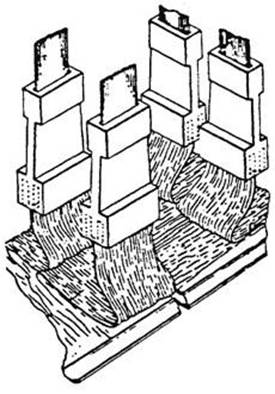
di corretta sistemazione dei blocchi di filiera e i getti, sdraiati a terra può essere realizzato principalmente nella direzione desiderata. La produzione di un sito web con principalmente macchina direzione e croce-macchina direzione filamento lay down è mostrato nella figura sottostante. Modelli di croce-lambito altamente ordinate possono essere generati da oscillante fasci di filamenti, come mostrato. filamenti e
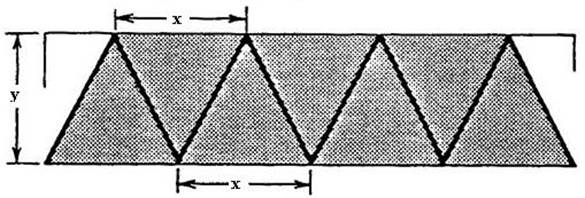
se il lay down cintura si muove sono rapidamente essere attraversate in tutto questo senso di movimento, i filamenti sono vengano depositati in un motivo a zig-zag o sinusoidale sulla superficie del nastro commovente. L'effetto del moto trasversale sulla copertura e uniformità del web è state trattate matematicamente. Il risultato è che le relazioni tra la velocità del nastro di raccolta, periodo di traverse e la larghezza della tenda di filamento viene attraversata determinano l'aspetto del formato web. L'illustrazione seguente mostra la posa per un processo dove la cintura raccolta percorre una distanza pari alla larghezza della tenda del filamento x durante l'un periodo completo di traversata attraverso una cintura larghezza y. Se la velocità del nastro è Vb e la velocità di traslazione è Vt, il numero di strati depositati, z, è calcolato dalla z = [x Vt/y Vb]. Se la velocità di traslazione è due volte la velocità del nastro e se x e y sono uguali, si verifica una doppia copertura sopra tutte le zone della cintura.
6. INCOLLAGGIO
molti metodi possono essere utilizzati per legare le fibre del filato Web. Anche se la maggior parte delle procedure sono stata sviluppata per fibre in fiocco in tessuto non tessuto, sono state correttamente adattati per filamenti continui. Questi includono agugliatura meccanica, termosaldatura e legame chimico. Gli ultimi due possono legare grandi regioni (zona di legame) o piccole regioni (punto di incollaggio) del web di fusione o adesione delle fibre. Punto di incollaggio risultati nella fusione di fibre a punti, con fibre tra i legami di punto relativamente libero rimanente. Altri metodi utilizzati con ragnatele di fibra in fiocco, ma non ordinariamente con ragnatele di fili continui includono punto di incollaggio, fondendo ad ultrasuoni ed entanglement idraulico. L'ultimo metodo ha il potenziale per produrre strutture molto diverse filamento continuo, ma è più complesso e costoso. La scelta di una tecnica particolare legame è dettata principalmente dalle applicazioni di tessuto finale; occasionalmente una combinazione di due o più tecniche è impiegata per realizzare l'incollaggio.
7. SISTEMA di processo SPUNBOND
un certo numero di processi di spunbond può essere montato in uno di questi tre percorsi con modifica appropriata. Di seguito sono tre filatura di successo, disegno, e sistemi di deposizione meritano una breve discussione.
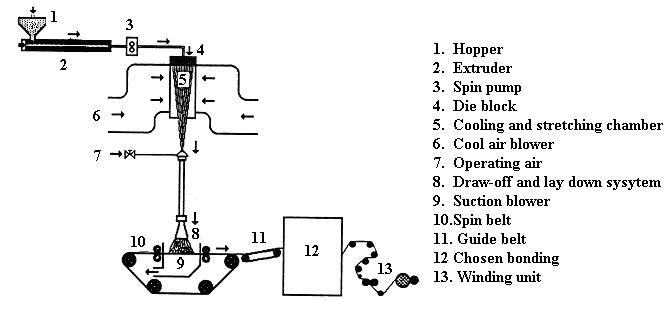
sistema 7.1"DOLCAN"
che questa rotta è stata sviluppata dalla Lurgi Kohle & minerale-Oltechnik GmbH di Germania nel 1970. Molte aziende non tessute hanno concesso in licenza questa rotta dal Lurgi Corporation per la produzione commerciale. [3] questa rotta (grafico 2 sotto) si basa la tecnica di filatura per fusione. La fusione è costretto dalle pompe di spin attraverso filiere speciali che un gran numero di fori. Dalla scelta adatta di estrusione e di condizioni di filatura, denari filamento desiderato sono raggiunto. I condotti di colpo si trovano sotto singole filiere continuamente cool i filamenti con aria condizionata. La forza necessaria per filamento disegno e orientamento è prodotto da uno speciale sistema aerodinamico. Ogni fascio filamento continuo viene prelevato da un getto di erogazione operati su aria ad alta pressione e passato attraverso un tubo di guida a un separatore che separazione di effetti e fanning dei filamenti [8]. Infine, il ventilatore di filamento lasciando i separatori è depositato come un web casuale su una cintura di setaccio commovente. L'aspirazione sotto la cintura di setaccio migliora la disposizione casuale giù dei filamenti.
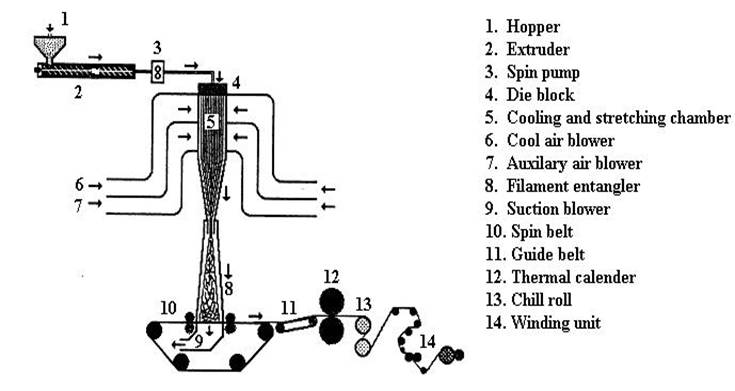
sistema 7.2 "REICOFIL"
che questa rotta è stata sviluppata da Reifenhauser di Germania. Molte aziende di tessuti non tessuti sono concessi in licenza questa rotta Reifenhauser GmbH per la produzione commerciale. Questa rotta (grafico 3 qui sotto), si basa la tecnica di filatura per fusione. [3] la fusione è costretto dalle pompe di spin attraverso filiere speciali che un gran numero di fori. I condotti di colpo principale, situati sotto il blocco di filiera, raffreddare continuamente i filamenti con aria condizionata. I condotti di colpo secondario, situati sotto i condotti primari soffiare, forniscono continuamente l'aria temperatura ausiliaria. Sull'intera larghezza di lavoro della linea, generati dal ventilatore sottopressione succhia filamenti e misto aria giù dalle filiere e camere di raffreddamento. I filamenti continui vengono aspirati attraverso un tubo di venturi (ad alta velocità, zona di bassa pressione) per una camera di distribuzione, che colpisce fanning e dell'intrico dei filamenti. Infine, i filamenti aggrovigliati sono depositati come un web casuale su una cintura di setaccio commovente. La casualità è impartita dalle turbolenze nel flusso d'aria, ma c'è una piccola distorsione nella direzione della macchina a causa di alcuni direzionalità impartita dalla cinghia di movimento. L'aspirazione sotto la cintura di setaccio migliora la disposizione casuale giù dei filamenti.
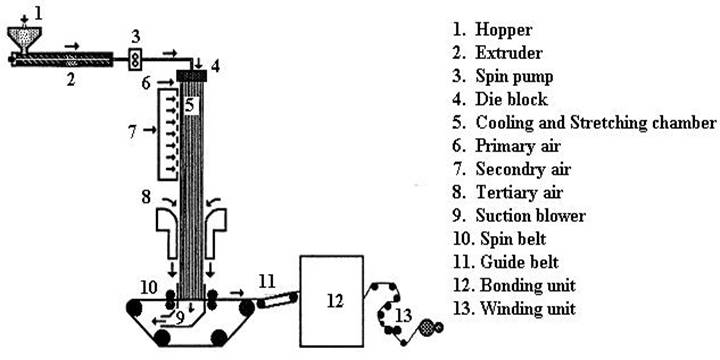
7.3 "sistema LUTRAVIL"
che questa rotta è stata sviluppata da Carl Freudenberg società della Germania nel 1965. Questo processo è proprietario e non è disponibile per le licenze commerciali. Questa rotta (grafico 4), si basa la tecnica di filatura per fusione. La fusione è costretto dalle pompe di spin attraverso filiere speciali che un gran numero di fori. I condotti di colpo principale, situati sotto il blocco di filiera, raffreddare continuamente i filamenti con aria condizionata. I condotti di colpo secondario, situati sotto i condotti primari soffiare, continuamente forniscono aria a temperatura ambiente controllata. I filamenti sono passati attraverso un dispositivo speciale, dove aria terziaria ad alta pressione disegna e orienta i filamenti. Infine, i filamenti sono depositati come un web casuale su una cintura di setaccio movimento [4].
8. CARATTERISTICHE e proprietà
le ragnatele spunbonded rappresentano una nuova classe di prodotto dell'uomo, con una combinazione di proprietà che rientrano tra carta e tessuto tessuto. Ragnatele di Spunbonded offrono una vasta gamma di caratteristiche di prodotto che vanno dalla struttura molto leggera e flessibile a struttura pesante e rigida. [4]
· Struttura fibrosa casuale
· Il web è generalmente bianco con elevata opacità per unità area
· La maggior parte spunbond ragnatele sono a strati o struttura coperto di scandole, aumenta il numero di strati con crescente base peso
· Base peso compreso tra 5 e 800 g/m2, in genere 10-200 g / m2
· Diametri di fibra compresa tra 1 e 50 um, ma la gamma preferita è tra 15 e 35 um
· Gamma di spessori di Web tra 0. 1 e 4,0 mm, in genere 0,2-1,5 mm
· Strappo ad alta resistenza (per zona bonded ragnatele solo)
· Proprietà planare isotropo a causa di posa casuale delle fibre
·
resistenza buona mischia e piega
· Capacità elevata ritenzione dei liquidi dovuto alta Sub contenuto
· Taglio in piano ad alta resistenza e basso modellabilità.
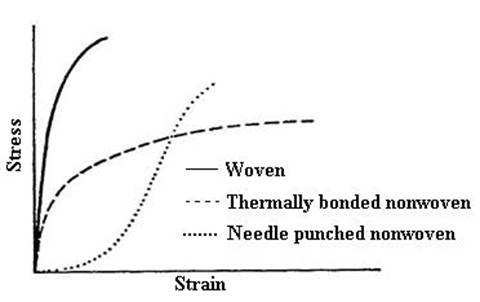
Spunbond tessuti sono caratterizzati da resistenza alla trazione, allo strappo e scoppiare i punti di forza, allungamento a rottura, peso, spessore, porosità e stabilità al calore e sostanze chimiche. Queste proprietà riflettono la struttura e composizione del tessuto. Confronto tra curve di stress-strain generico di termicamente incollati e tessuti agugliato Mostra che la forma delle curve di carico-deformazione è una funzione della libertà dei filamenti di muoversi quando il tessuto è posto sotto stress.
alcune applicazioni richiedono prove speciali per luce solare, ossidazione, resistenza bruciante, umidità vapore e liquido di trasporto, coefficiente di attrito, cucitura proprietà di resistenza e di estetica. La maggior parte delle proprietà possono essere determinate con procedure di test standardizzati (INDA). Proprietà fisiche tipiche sono i seguenti:
9. APPLICAZIONI
ho) Automotive
Web di spunbonded oggi sono utilizzati in tutta l'automobile e in molte applicazioni diverse. Uno degli usi principali di spunbonded ragnatele in automobile è come un supporto per automobile piano tappeti a. Le ragnatele di spunbonded sono utilizzate anche per parti, trunkliners, pannello porta interna e coprisedili.
ii) ingegneria civile
il segmento di mercato di ingegneria civile rimane il più grande Web spunbond di mercato unico, che costituiscono oltre il 25% del totale. Spunbonded copertina di ragnatele ingegneria civile che un multiplo di correlati vengono utilizzati, ad esempio, controllo dell'erosione, revestment, stabilizzazione letti della ferrovia, canal e serbatoio fodera protezione, autostrada e aerodromo Nero Home page prevenzione fendentesi, coperture, ecc [6]. Le particolari proprietà dei fotoricettori spunbonded - che sono responsabili di questa rivoluzione - sono stabilità chimica e fisica, rapporto forza/costo elevato e la loro struttura unica e altamente controllabile che possa essere progettato per fornire le proprietà desiderata [6].
iii) sanitarie e mediche
l'uso di spunbond web come un superiore per pannolini e dispositivi di incontinenza è cresciuta notevolmente nell'ultimo decennio. Questo è principalmente a causa della struttura unica di spunbond, che aiuta la pelle del soggiorno utente e asciutta [7]. Inoltre, spunbond ragnatele sono redditizi negli altri tessuti non tessuti convenzionali. Spunbond web, come superiore, è anche ampiamente usato in assorbenti e in misura limitata in tamponi.
In applicazioni mediche molti materiali tradizionali sono stati sostituiti da ragnatele spunbonded ad alte prestazioni. Le particolari proprietà di spunbonded ragnatele, che sono responsabili per uso medico, sono: traspirabilità; resistenza alla penetrazione di liquidi; struttura libera di lanugine; sterilizability; e, impermeabilità ai batteri. Applicazioni mediche includono: sala operatoria monouso camici, copriscarpe e sterilizzabile imballaggio [7].
iv) imballaggio
Spunbonded tessuti sono ampiamente usati come materiale di imballaggio dove prodotti di carta e film plastici non sono soddisfacenti. Gli esempi includono: metal-core wrap, imballaggi medicali sterili, fodere di disco floppy, buste ad alte prestazioni e prodotti di cancelleria.




